
Les machines de remplissage et de bouchonnage pour sachets à bec ont trois méthodes principales de scellage, chacune impliquant des considérations spécifiques en matière de sécurité, de matériaux et de température. Le scellage thermique détruit, crée et relie entre elles des couches de polymères à l’aide d’une chaleur constante, permettant ainsi à ces couches de se fusionner. Bien qu’il soit rapide et adapté à une production relativement élevée, il peut endommager les couches sensibles présentes dans les matériaux laminés. Le scellage par impulsions, tout comme le scellage thermique, s’effectue par cycles brefs ; toutefois, la température est réduite, ce qui permet de préserver l’intégrité du matériau. Cette méthode convient particulièrement aux matériaux tels que le PET métallisé et aux laminés médicaux à pelage facile, mais elle peut ralentir considérablement la production. Le scellage ultrasonique, quant à lui, génère de la chaleur par vibration. Les problèmes liés à l’application de chaleur externe sont ainsi évités, mais l’opérateur doit déterminer les paramètres adéquats du procédé, car une amplitude inappropriée peut entraîner des becs cassés ou des scellages peu résistants.
Méthode de scellage | Seuil d’intégrité | Compatibilité avec les matériaux | Débit | Vitesse
Chaleur modérée (80–100 PSI) — Polyéthylène, feuille d’aluminium — 50 à 80 sachets/min
Impulsion élevée (100–120 PSI) — Films sensibles à la température — 30 à 50 sachets/min
Ultrasons — Niveau le plus élevé (120–150 PSI) — Matériaux aseptiques/à stérilisation — 40 à 70 sachets/min
Le choix de la technologie de scellage appropriée est essentiel pour chaque application. Le scellage thermique est le plus adapté à l’emballage alimentaire en grande série, car il répond aux exigences de vitesse et assure la stabilité des laminés. En ce qui concerne les produits pharmaceutiques et les produits de nutrition clinique, où le contrôle précis du niveau d’énergie est crucial, le scellage par impulsion constitue généralement la meilleure option. Pour les situations impliquant des fluides stériles, où les soudures doivent être parfaitement étanches, non thermiques et hermétiques, le scellage ultrasonique est le plus adapté. Selon les rapports ASTM, au moins 15 % des défaillances de scellage sont dues à l’utilisation d’une technologie de scellage inadaptée aux matériaux concernés. Cela souligne la nécessité de réaliser des essais de scellage avant l’acquisition d’équipements de scellage destinés à la production.
Pourquoi le surscellage compromet la sécurité : déformation du bec verseur, microfissures et seuils d’intégrité de l’étanchéité
Le surscellage engendre des problèmes de sécurité fonctionnelle. Ces problèmes incluent des variations extrêmes de température et de pression, ou une durée excessive du processus de scellage. Si la température dépasse de plus de 30 °C le point de transition vitreuse des joints en plastique, le bec verseur commence à se déformer. Cela entraîne un désalignement du bouchon, ce qui rompt l’étanchéité et peut provoquer des fuites. L’exposition à la chaleur peut provoquer la rupture des chaînes polymères, formant des microfissures invisibles sans équipement spécialisé. Des essais de vieillissement accéléré ont montré que les microfissures s’élargissent sous l’effet de la pression interne. Dans les six semaines suivant le scellage, les produits présentent des problèmes de fuite visibles.
La détermination des limites opérationnelles sûres comprend des facteurs tels que l’intégrité des joints d’étanchéité. Par exemple, un bec verseur en polypropylène peut commencer à se déformer sous une pression de serrage de 0,8 MPa, et les laminés multicouches en feuille d’aluminium commencent à se séparer lorsque le scellement est effectué à des températures supérieures à 150 °C. Pour relever ces défis, les systèmes modernes utilisent une régulation de processus en boucle fermée. Dans un procédé de scellement, des capteurs en temps réel mesurent, entre autres, l’alignement du scellement du bec verseur, l’indice de fusion des matériaux d’étanchéité et la température tout au long du processus. Ces capteurs régulent les ajustements de température afin que la résistance du joint soit toujours maintenue dans une valeur cible prédéterminée. Cette valeur cible dépend des essais préalables et peut varier de ± 5 % par rapport à la valeur cible de résistance du joint (résultats des essais). Ce niveau de contrôle évite les problèmes de sous-scellement (qui peuvent provoquer des fuites) et de sur-scellement (qui peut affaiblir la structure du joint). Les fabricants peuvent ainsi garantir une constance de qualité, malgré les variations des matières premières et des températures ambiantes dans l’atelier.
Vérification en temps réel de l'étanchéité et de l'intégrité des bouchons pour la sécurité des produits
Essai par décroissance sous vide (ASTM F2338-22) intégré au flux de travail de la machine de remplissage et de bouchonnage des sachets à bec verseur
Les essais par déclin de vide (ASTM F2338-22) sont intégrés aux machines aux postes de scellage, ce qui permet de vérifier l’intégrité des scellages sans détruire l’échantillon testé. Après qu’un sac à bec verseur scellé a subi un essai contrôlé de déclin de vide (pression), le système détecte la présence de fuites, même les plus minuscules — de l’ordre de quelques microns —, car une variation de pression est mesurée par un transducteur haute résolution. Le système détecte et signale également en temps réel des anomalies telles que des scellages incomplets, des défauts de fabrication ou des raccordements défectueux du bec verseur. En outre, les machines préservent l’intégrité stérile de l’emballage et de la ligne de production en éliminant les sacs défectueux avant l’opération de bouchonnage. La FDA reconnaît l’essai par déclin de vide comme une méthode non destructive. Il est donc facile de comprendre pourquoi les entreprises visent zéro défaut pour les produits stériles et les produits destinés à l’alimentation. Cette méthode contribue à éliminer les rappels de produits et garantit la conformité aux exigences rigoureuses des parties 21 CFR 117 et ISO 11607.
Bouchonnage à couple contrôlé avec surveillance SPC pour garantir une activation cohérente de la bande antimanipulation
La technologie de vissage et d'étanchéité a été améliorée grâce à l'intégration de la maîtrise statistique des procédés (SPC, Statistical Process Control). Grâce à la SPC, le contrôle du couple garantit qu’un couple approprié est appliqué de façon constante à chaque bouchon, permettant ainsi au bouchon et à la bande d’étanchéité d’assurer leurs fonctions respectives de prévention des fuites et de preuve de non-manipulation sur chaque emballage. Pendant le cycle de vissage, le dispositif de vissage applique le bouchon tandis que des capteurs (cellules de charge) mesurent le couple exercé sur ce dernier. Ces systèmes SPC, hautement précis et exacts, mesurent la valeur du couple appliqué au bouchon et régulent le processus de vissage dans une « plage cible » spécifique. Les systèmes SPC mesurent le couple et régulent le processus de vissage dans une « plage cible » spécifique. Lorsque le bouchon est trop lâche, des fuites peuvent survenir ; lorsqu’il est trop serré, il peut subir des dommages (par exemple, rupture de la bande ou détérioration du bec verseur). Les systèmes SPC surveillent non seulement la valeur du couple appliqué aux bouchons, mais également celle appliquée à la bande d’étanchéité. Pour les produits nécessitant la rupture des bandes de preuve de non-manipulation (par exemple, les bouchons antidéfauts pour enfants conformes à la norme CFR 1700.20), ces bandes doivent se rompre dès la première ouverture.
Le fait le plus remarquable est que la CSM a réduit les fluctuations de couple de plus de 70 %. Cela se traduit par une amélioration des performances, même lors des changements de postes de production ou de lots de produits. Pour le personnel d’entretien, l’analyse de ces tendances permet d’anticiper le moment où l’équipement nécessite une recalibration, réduisant ainsi la fréquence des arrêts imprévus qui perturbent le flux de travail.
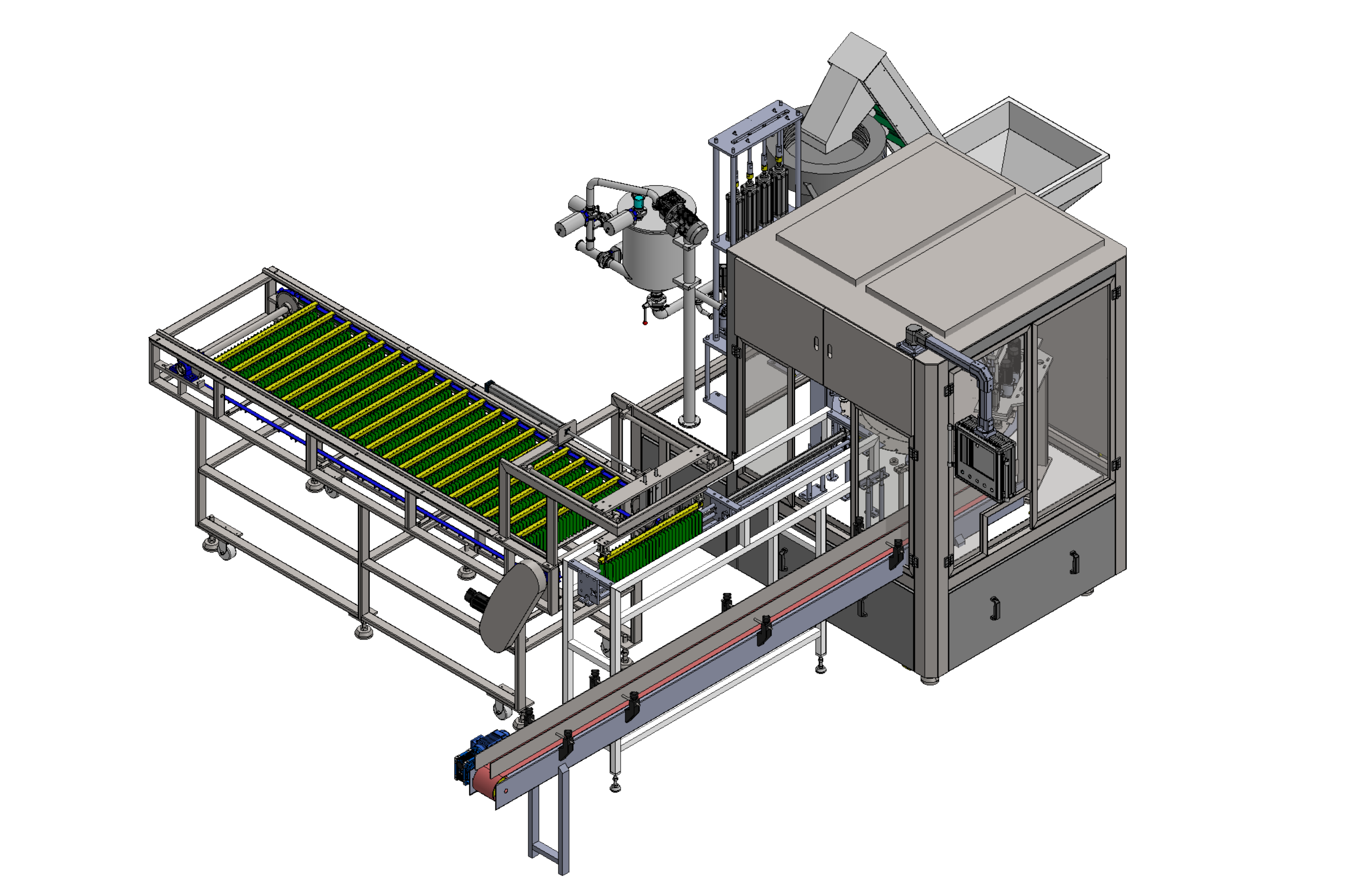
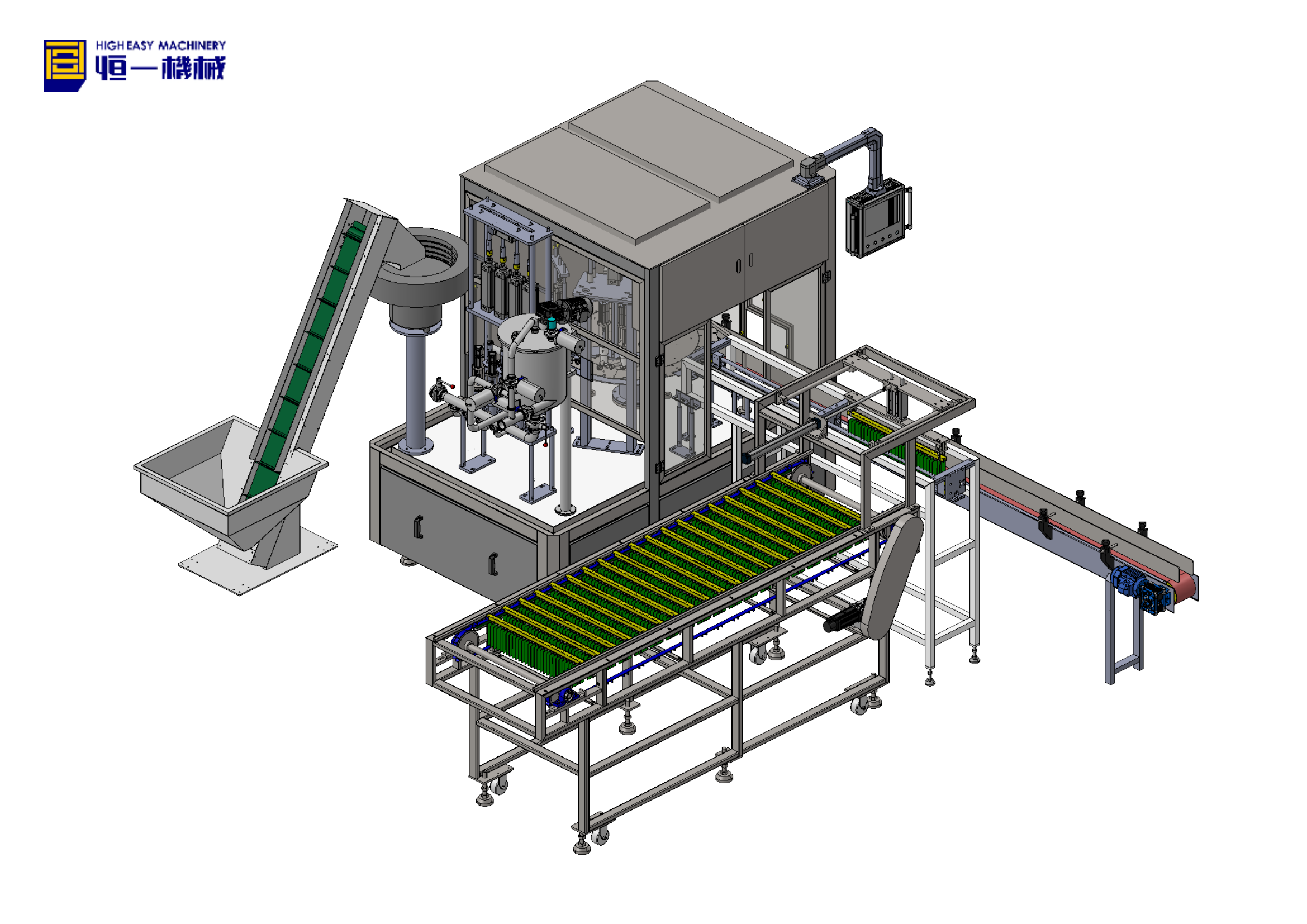
Machines automatisées de remplissage et de bouchonnage de sachets à bec étanche et résistant aux enfants
Les machines modernes automatisées de remplissage et de bouchonnage de sachets à bec verseur sont dotées de systèmes intégrés garantissant la résistance aux enfants et l’indication de toute ouverture. Lorsque ces machines remplissent et scellent les sachets, elles activent instantanément toutes les fonctions de sécurité des sachets fermés. Cela comprend l’application de bandes de rupture, le positionnement précis des bandes d’arrachage et l’activation du dispositif de fermeture antidérapante « appuyer-et-tourner » résistant aux enfants. Les fonctions de sécurité résistantes aux enfants utilisent des moteurs servo pour détecter l’épaisseur du matériau du sachet et la position exacte du bec verseur, afin d’appliquer la force appropriée. Certaines machines utilisent également des systèmes de vision pour confirmer un alignement correct. Ces machines peuvent traiter et garantir les fonctions de sécurité de plus de 50 sachets par minute. Ce système élimine la nécessité d’inspecter individuellement chaque sachet par des opérateurs et réduit au minimum la manipulation des sachets à bec verseur, tout en assurant que les fonctions de sécurité s’activent au moment opportun.
Peu importe le type de configuration de bec verseur que vous avez — y compris les installations en coin, les obturateurs supérieurs et même les distributeurs inversés — aucune adaptation particulière n’est requise, y compris l’usage d’outils spécifiques. L’adaptabilité de l’outil de fin de bras, combinée à la technologie de profil à servomoteur programmable, fait l’affaire. Lorsque la détection en temps réel du couple et de la décroissance de la dépression est combinée à ce qui précède, les problèmes de sécurité liés à l’emballage sont réduits de 32 % selon les rapports d’audit de 2023. Plus important encore, l’ensemble est conforme aux normes mondiales, notamment à la norme CFR 1700.20, qui empêche les enfants d’ouvrir les emballages, aux normes ISO 8317, qui permettent de refermer l’emballage après ouverture, et à la norme ASTM D3475 relative à la visibilité d’un « sceau rompu » sur les emballages. Cette conformité nous permet de commercialiser immédiatement les produits en Amérique du Nord, en Europe et dans la région Asie-Pacifique, sans aucune démarche administrative supplémentaire.
FAQ
Quelles sont les principales méthodes d’étanchéité utilisées sur les machines de remplissage et de bouchonnage de sachets à bec verseur ? Les méthodes d’étanchéité principales comprennent la soudure par chaleur, la soudure impulsionnelle et la soudure ultrasonique, chacune offrant des avantages spécifiques qui les rendent adaptées à certains types de matériaux.
Pourquoi le surétamage constitue-t-il un problème ? Le surétamage peut poser problème car il peut provoquer une déformation des becs verseurs, créer de microfissures et même affaiblir l’étanchéité, entraînant des fuites et des risques pour la sécurité.
Quelles normes s’appliquent aux machines de remplissage et de bouchonnage de sachets à bec verseur ? Les normes applicables comprennent la norme ASTM F2338-22 relative aux essais par décroissance sous vide, le titre 21 du Code of Federal Regulations (CFR), partie 117, la norme ISO 11607 (qui couvre la stérilisation des dispositifs de sécurité pour enfants) et le CFR 1700.20.
Table des Matières
- Méthode de scellage | Seuil d’intégrité | Compatibilité avec les matériaux | Débit | Vitesse
- Pourquoi le surscellage compromet la sécurité : déformation du bec verseur, microfissures et seuils d’intégrité de l’étanchéité
- Bouchonnage à couple contrôlé avec surveillance SPC pour garantir une activation cohérente de la bande antimanipulation
- Machines automatisées de remplissage et de bouchonnage de sachets à bec étanche et résistant aux enfants
- FAQ