
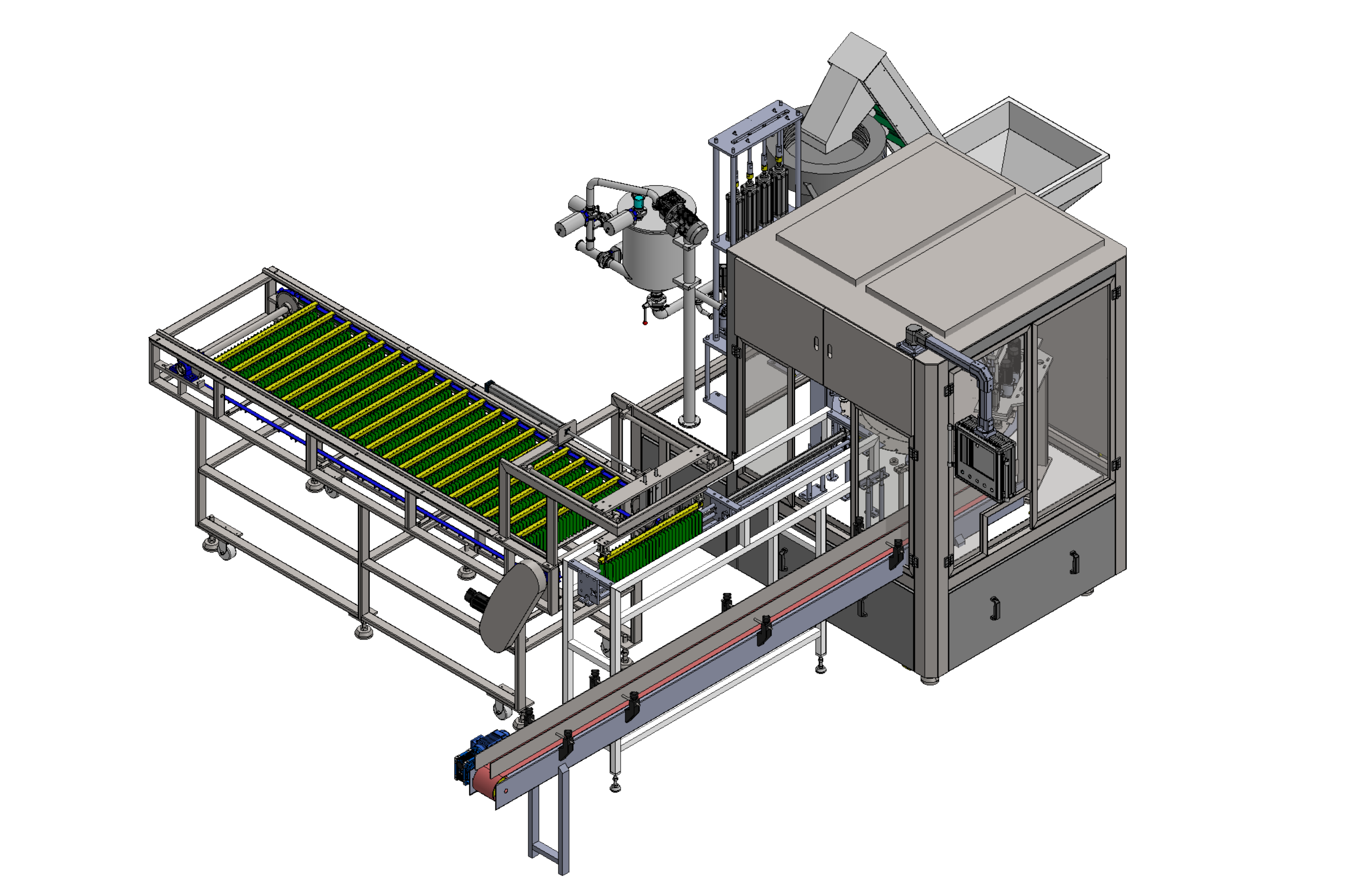
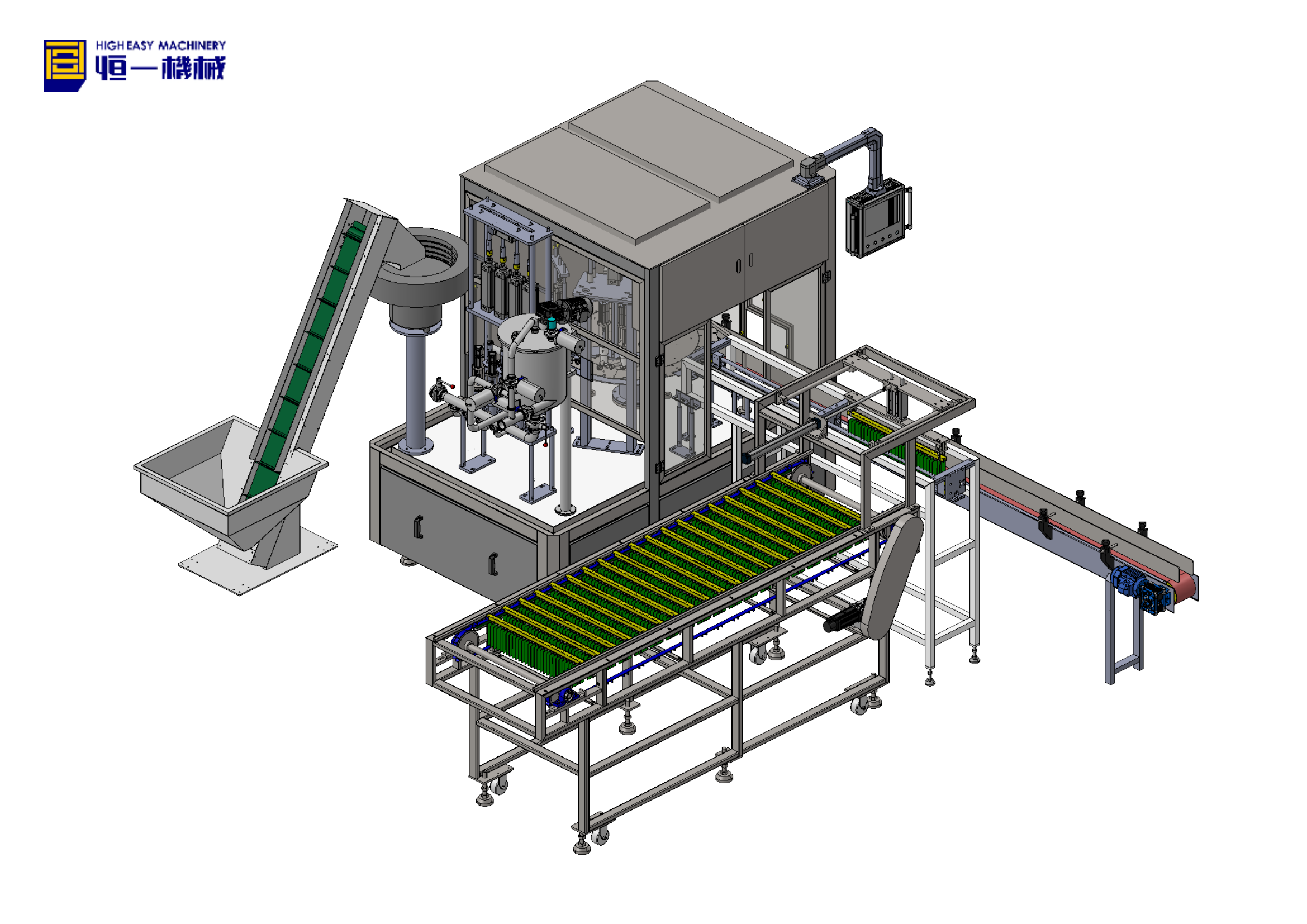
Die Abfüll- und Verschließmaschinen für Ausgussbeutel verfügen über drei primäre Versiegelungsmethoden, die jeweils spezifische Sicherheits-, Material- und Temperaturanforderungen mit sich bringen. Bei der Heißversiegelung werden Polymerlagen mittels konstant zugeführter Wärme zerstört, neu gebildet und miteinander verbunden, sodass die Schichten miteinander verschmelzen können. Obwohl diese Methode schnell und relativ gut für Hochvolumenproduktionen geeignet ist, kann sie empfindliche Schichten in laminierten Materialien beschädigen. Die Impulsversiegelung erfolgt – wie die Heißversiegelung – in kurzen, intensiven Energieimpulsen. Allerdings sinkt dabei die Temperatur, wodurch das Material besser geschont wird. Diese Methode eignet sich gut für Materialien wie metallisierte PET-Folien oder medizinische, abziehbare Laminatfolien; sie kann die Produktionsgeschwindigkeit jedoch erheblich verlangsamen. Bei der Ultraschallversiegelung hingegen wird die erforderliche Wärme durch Vibration erzeugt. Dadurch werden Probleme vermieden, die durch externe Wärmezufuhr entstehen; der Bediener muss jedoch die richtigen Prozessparameter einstellen, da eine falsche Amplitude zu beschädigten Ausgussöffnungen oder schwachen Versiegelungen führen kann.
Versiegelungsmethode | Integritätsschwelle | Materialverträglichkeit | Durchsatz | Geschwindigkeit
Wärme, mittel (80–100 PSI), Polyethylen, Folie, 50–80 Beutel/Min.
Impuls, hoch (100–120 PSI), temperatur-sensitive Folien, 30–50 Beutel/Min.
Ultraschall, höchste Leistung (120–150 PSI), aseptische/Rétort-Materialien, 40–70 Beutel/Min.
Die Auswahl der geeigneten Versiegelungstechnologie ist für jede Anwendung entscheidend. Die Wärmesiegelung eignet sich am besten für die Massenproduktion von Lebensmittelverpackungen, da sie die Geschwindigkeitsanforderungen erfüllt und die Laminatfolien stabilisiert. Bei pharmazeutischen Produkten und klinischen Ernährungsprodukten, bei denen eine präzise Steuerung des Energieeintrags entscheidend ist, stellt die Impulssiegelung in der Regel die beste Wahl dar. Für Anwendungen mit sterilen Flüssigkeiten, bei denen die Versiegelungen vollständig geschlossen, nichtthermisch und luftdicht sein müssen, ist die Ultraschallsiegelung die optimale Lösung. Laut ASTM sind mindestens 15 % aller Versiegelungsfehler auf die falsche Versiegelungstechnologie für die jeweiligen Materialien zurückzuführen. Dies unterstreicht die Notwendigkeit, vor dem Kauf von Versiegelungsanlagen für Serienfertigung Versuchssiegelungen durchzuführen.
Warum Überversiegelung die Sicherheit beeinträchtigt: Ausgussverformung, Mikrorisse und Schwellenwerte der Dichtintegrität
Eine Überversiegelung erzeugt funktionale Sicherheitsprobleme. Zu diesen Problemen zählen extreme Temperatur- und Druckänderungen oder eine zu lange Versiegelungszeit. Wenn die Temperatur den Glasübergangspunkt der Kunststoffdichtungen um mehr als 30 °C überschreitet, beginnt sich der Ausguss zu verformen. Dadurch gerät die Verschlusskappe aus der Ausrichtung, wodurch die Dichtung unterbrochen wird und Leckagen möglich werden. Die Wärmebelastung kann zum Bruch von Polymerketten führen, wodurch unsichtbare Mikrorisse entstehen, die nur mit spezieller Messtechnik nachgewiesen werden können. Beschleunigte Alterungstests haben gezeigt, dass sich Mikrorisse aufgrund des Vorhandenseins eines inneren Drucks ausdehnen. Innerhalb von sechs Wochen nach der Versiegelung treten bei den Produkten sichtbare Leckageprobleme auf.
Die Ermittlung sicherer Betriebsgrenzen umfasst Faktoren wie die Dichtigkeit der Versiegelung. Beispielsweise kann ein Polypropylen-Ausguss bei einer Klemm-Druckbelastung von 0,8 MPa zu verformen beginnen, und mehrschichtige Folienlaminate beginnen sich bei Versiegelungstemperaturen über 150 °C zu trennen. Um diese Herausforderungen zu bewältigen, verwenden moderne Systeme eine geschlossene Prozessregelung. Bei einem Versiegelungsprozess messen Echtzeitsensoren unter anderem die Ausrichtung des Ausgusses beim Versiegeln, den Schmelzindex der Versiegelungsmaterialien sowie die Temperatur während des gesamten Prozesses. Diese Sensoren steuern die Temperaturanpassungen so, dass die Versiegelungsfestigkeit stets innerhalb eines vorab festgelegten Sollwerts gehalten wird. Der Sollwert basiert auf vorherigen Prüfungen und kann um ± 5 % vom Zielwert für die Versiegelungsfestigkeit (Prüfergebnisse) abweichen. Dieses Maß an Kontrolle vermeidet Probleme durch unzureichende Versiegelung (die zu Leckagen führen können) sowie durch übermäßige Versiegelung (die die Struktur der Versiegelung schwächen kann). Hersteller können so trotz wechselnder Rohstoffe und schwankender Temperaturen in der Fertigungshalle eine gleichbleibende Qualität sicherstellen.
Echtzeit-Überprüfung von Leckagen und Verschlussintegrität für die Produktsicherheit
Vakuumabfallprüfung (ASTM F2338-22) integriert in den Abfüll- und Verschließprozess für Schüttdosenbeutel
Die Vakuum-Abfall-Prüfung (ASTM F2338-22) ist in die Maschinen an den Versiegelungsstationen integriert und ermöglicht es den Maschinen, die Dichtigkeit der Versiegelung zu prüfen, ohne die Prüfprobe zu zerstören. Nachdem die versiegelten Ausgussbeutel einer kontrollierten Vakuum-Abfall-(Druck-)Prüfung unterzogen wurden, erkennt das System das Vorhandensein selbst kleinster Lecks – bis hin zu wenigen Mikrometern –, da eine Druckänderung von einem hochauflösenden Messwandler erfasst wird. Das System erkennt zudem in Echtzeit Probleme wie unvollständige Versiegelungen, Herstellungsfehler und mangelhafte Verbindungen der Ausgussbeutel und meldet diese ebenfalls. Die Maschinen bewahren außerdem die sterilen Bedingungen der Verpackung und der Produktionslinie, indem sie fehlerhafte Beutel vor dem Verschlussvorgang aussortieren. Die FDA erkennt die Vakuum-Abfall-Prüfung als zerstörungsfreie Methode an. Daher ist leicht verständlich, warum Unternehmen für sterile und lebensmittelgeeignete Produkte Null-Fehler-Ansprüche stellen. Diese Methode trägt dazu bei, Produktrückrufe zu vermeiden und die Einhaltung der strengen Anforderungen gemäß 21 CFR Teil 117 und ISO 11607 sicherzustellen.
Drehmomentgesteuertes Verschließen mit SPC-Überwachung zur Gewährleistung einer konsistenten Aktivierung der manipulationssicheren Bandage
Die Verschluss- und Siegeltechnologie wurde durch die Integration von SPC (Statistical Process Control, statistische Prozesskontrolle) verbessert. Mit SPC stellt die Drehmomentkontrolle sicher, dass bei jedem Verschluss konstant das richtige Drehmoment angewendet wird, wodurch der Verschluss sowie der Sicherheitsring ihre Funktionen – Leckverhütung und Manipulationssicherheit – bei jeder Verpackung zuverlässig erfüllen. Während des Verschlusszyklus setzt der Verschlusskopf den Verschluss auf, während Sensoren (Lastzellen) das auf den Verschluss ausgeübte Drehmoment messen. Diese hochgenauen (und präzisen) SPC-Systeme messen das auf den Verschluss ausgeübte Drehmoment und steuern den Verschlussprozess innerhalb eines festgelegten „Soll“-Bereichs. Die SPC-Systeme messen das Drehmoment und steuern den Verschlussprozess innerhalb eines festgelegten „Soll“-Bereichs. Ist der Verschluss zu locker, kann es zu Undichtigkeiten kommen; ist er hingegen zu fest angezogen, kann dies Beschädigungen am Verschluss verursachen (z. B. Bruch des Sicherheitsrings oder Beschädigung des Ausgusses). SPC-Systeme überwachen nicht nur das auf die Verschlüsse, sondern auch das auf die Sicherheitsringe ausgeübte Drehmoment. Bei Produkten, bei denen die Manipulationssicherheitsringe beim Öffnen brechen müssen (z. B. kindersichere Verschlüsse gemäß den CFR-1700.20-Standards), ist erforderlich, dass die Ringe beim ersten Öffnen brechen.
Das Beeindruckendste ist, dass SPC die Drehmoment-Schwankung um über 70 % reduziert hat. Dadurch verbessert sich die Leistung, selbst beim Wechsel zwischen Produktionsschichten oder Produktchargen. Für das Wartungspersonal ermöglicht die Analyse dieser Trends eine vorausschauende Einschätzung des Zeitpunkts, zu dem eine Geräte-Nachkalibrierung erforderlich ist, wodurch die Häufigkeit ungeplanter Ausfallzeiten, die den Arbeitsablauf unterbrechen, verringert wird.
Manipulationssichere und kindersichere automatisierte Abfüll- und Verschließmaschinen für Beutel mit Ausgusstülle
Moderne automatisierte Abfüll- und Verschließmaschinen für Standbeutel verfügen über integrierte Systeme zur kindersicheren und manipulationssicheren Versiegelung. Während die Maschinen die Beutel befüllen und versiegeln, aktivieren sie sofort sämtliche Sicherheitsmerkmale aller geschlossenen Beutel. Dazu gehören die Anbringung von Bruchbändern, die korrekte Positionierung von Zugstreifen sowie die Aktivierung der kindersicheren Push-and-Turn-Vorrichtung. Kindersichere Sicherheitsmerkmale nutzen Servomotoren, um die Materialstärke des Beutels und die genaue Position des Ausgusses zu erfassen und die erforderliche Kraft präzise anzuwenden. Einige Maschinen verwenden zudem Bildverarbeitungssysteme, um eine korrekte Ausrichtung zu bestätigen. Diese Maschinen können mehr als 50 Beutel pro Minute verarbeiten und dabei die Einhaltung der Sicherheitsmerkmale sicherstellen. Dieses System entlastet die Mitarbeiter von der manuellen Einzelinspektion der Beutel und minimiert die manuelle Handhabung der Standbeutel, während gleichzeitig gewährleistet wird, dass die Sicherheitsmerkmale stets zuverlässig greifen.
Unabhängig von der Art Ihrer Ausgusskonfiguration – einschließlich Eckanordnungen, oberer Versiegelungen und sogar umgekehrter Dispenser – sind keinerlei spezielle Anpassungen erforderlich, wozu auch keine speziellen Werkzeuge gehören. Die Anpassungsfähigkeit der End-of-Arm-Tooling in Kombination mit der programmierbaren Servo-Profiltechnologie erfüllt diese Anforderung. Wenn Echtzeit-Drehmoment- und Vakuumabfallerkennung mit den oben genannten Funktionen kombiniert werden, verringern sich Sicherheitsprobleme im Verpackungsbereich laut Auditberichten aus dem Jahr 2023 um 32 %. Am wichtigsten ist, dass sämtliche Komponenten weltweit konform sind, darunter der CFR-1700.20-Standard zur Verhinderung des Öffnens von Verpackungen durch Kinder, die ISO-8317-Standards, die das erneute Verschließen der Verpackung nach dem Öffnen ermöglichen, sowie der ASTM-D3475-Standard zum Sichtbarkeitsnachweis einer „durchbrochenen Siegelung“ an Verpackungen. Diese Konformität ermöglicht es uns, die Produkte unverzüglich in Nordamerika, Europa und dem asiatisch-pazifischen Raum ohne zusätzliche Dokumentation zu verkaufen.
FAQ
Welche sind die wichtigsten Versiegelungsmethoden bei Dosier- und Verschließmaschinen für Beutel mit Ausgussöffnung? Zu den wichtigsten Versiegelungsmethoden zählen Heißversiegelung, Impulsversiegelung und Ultraschallversiegelung; jede dieser Methoden weist spezifische Vorteile auf, die sie für bestimmte Materialarten besonders geeignet machen.
Warum stellt eine Überversiegelung ein Problem dar? Eine Überversiegelung kann ein Problem darstellen, da sie zu Verformungen der Ausgussöffnungen führen, feine Risse verursachen und sogar die Dichtwirkung beeinträchtigen kann, was wiederum zu Undichtigkeiten und Sicherheitsproblemen führt.
Welche Normen gelten für Dosier- und Verschließmaschinen für Beutel mit Ausgussöffnung? Zu den geltenden Normen zählen ASTM F2338-22 für die Vakuum-Dekay-Prüfung, 21 CFR Teil 117, ISO 11607 (die die Sterilisation kindersicherer Verschlüsse regelt) sowie CFR 1700.20.
Inhaltsverzeichnis
- Versiegelungsmethode | Integritätsschwelle | Materialverträglichkeit | Durchsatz | Geschwindigkeit
- Warum Überversiegelung die Sicherheit beeinträchtigt: Ausgussverformung, Mikrorisse und Schwellenwerte der Dichtintegrität
- Drehmomentgesteuertes Verschließen mit SPC-Überwachung zur Gewährleistung einer konsistenten Aktivierung der manipulationssicheren Bandage
- Manipulationssichere und kindersichere automatisierte Abfüll- und Verschließmaschinen für Beutel mit Ausgusstülle
- FAQ